Die Polyurethan-Experten von Hennecke arbeiten kontinuierlich daran, die Maschinen- und Anlagentechnik noch besser und effizienter zu machen. Einen Meilenstein setzte dabei die Forschungsabteilung, die derzeit daran arbeitet, hochpräzise Messungen im Dosierbetrieb von Hochdruck-Dosiermaschinen zu ermöglichen und noch umfangreichere Prozessdaten zu erfassen. In Kombination mit einem intelligenten Algorithmus ermöglichen sie dem Anwender, natürliche Schwankungen und Ungenauigkeiten zu eliminieren und die Produktion auf ein neues Level zu heben. In Kombination mit der neuen Hennecke Steuerungssoftware FOAMATIC bei Stand-Alone-Dosiermaschinen bzw. der FOAMWARE bei Anlagen zeichnen sich bereits ungeahnte Möglichkeiten der Prozessdatenerfassung und deren Auswertung innerhalb der PUR-Verarbeitung ab.
Herzstück der laufenden Entwicklung ist ein neues Modul, das in den Schaltschrank integriert wird und die Messdaten der bereits in der Anlage vorhandenen Sensoren erfasst und interpretiert. Diese werden mit einem Algorithmus, der mit künstlicher Intelligenz arbeitet und lernfähig ist, aufbereitet. Die so verfügbaren Daten sind dynamischer, präziser und umfassender als alle derzeit vorhandenen Prozessdaten. „Für Anwendungen, bei denen es auf hohe Präzision ankommt, ist das nicht nur eine Weiterentwicklung, sondern ein echter Meilenstein. Wir haben die geballte Polyurethan-Kompetenz von Hennecke in die Entwicklung gesteckt und werden die Produktionsprozesse spürbar verbessern“, verspricht Tobias Santos Barros, Project Leader Systems- and Software Engineering bei Hennecke.

4-Kanal-Messung bringt Präzision und Dynamik
Die Innovation basiert auf einer Reihe von Veränderungen. Für einen Dosiervorgang sind viele Daten relevant: Volumenstrom, Massestrom, Materialdichte (abhängig von Temperatur und Mediendruck), aktuelles Mischungsverhältnis, Schusslänge, Dosiermenge pro Schuss sowie verschiedene mischkopfabhängige Zeiten.
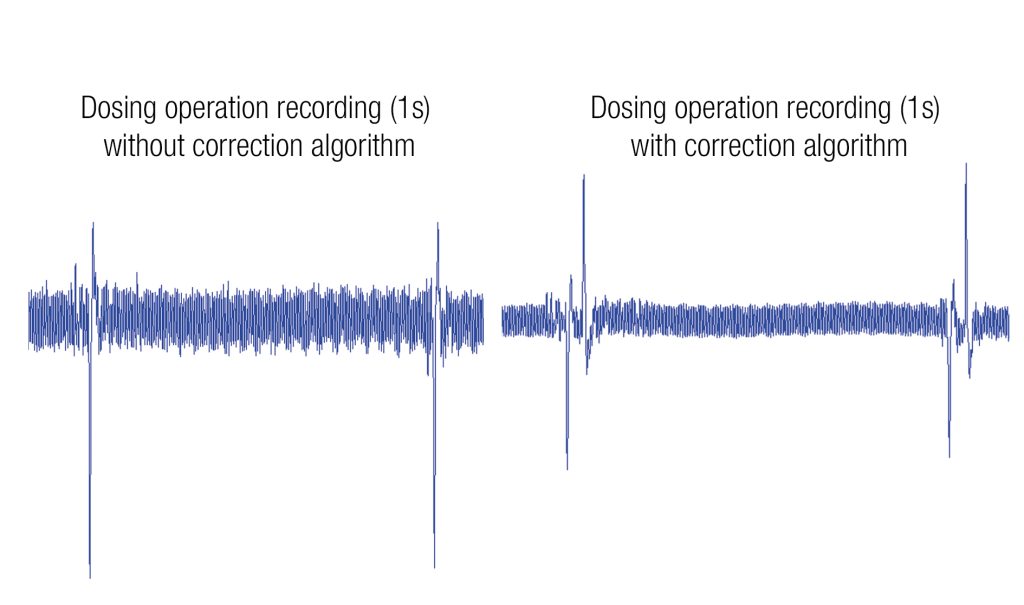
Der Volumenstrom wird wie bisher mit einem Zahnradzähler ermittelt. Dabei sendet jeder Zahn, der sich über den Sensor bewegt, einen elektrischen Impuls. Allerdings bisher nur einkanalig. Hierbei erfasst ein Sensor die ansteigende Flanke des elektrischen Impulses. Im Zahnradzähler sind jedoch zwei Sensoren verbaut, die mithilfe des Moduls nun beide genutzt werden. Zudem erfassen sie jeweils die steigende und fallende Flanke der Impulse. Somit entsteht eine 4-Kanal-Messung, die deutlich mehr und dynamischere Daten erfasst als die klassische 1-Kanal-Messung. Dadurch entfällt die bisherige Interpolation zwischen den Signalen und das Messrauschen wird durch einen ausgeklügelten Algorithmus deutlich reduziert. So lassen sich auch kleinste Fertigungs- oder Drehwinkelfehler der Zahnräder erkennen und von der Software unmittelbar automatisch korrigieren. Dazu lernt der Algorithmus mithilfe künstlicher Intelligenz zwischen Messrauschen und tatsächlichen äußeren Einflüssen zu unterscheiden. Ebenso kann die Software beispielsweise eine Veränderung aufgrund einer Fertigungsstreuung zwischen zwei Zahnrädern erkennen und ausgleichen, etwa wenn ein Zahnrad oder der Zahnradzähler ausgetauscht wurde.
Intelligente Live-Berechnung genauer Prozessdaten
Basierend auf den kontinuierlich ermittelten Temperaturwerten und dem jeweiligen Mediendruck ermittelt das Modul zudem fortlaufend die aktuelle Mediendichte. Ein weiteres Highlight ist die erstmalig absolut exakte Erfassung der Schusslänge, also der Dauer eines Dosiervorgangs, mithilfe des Drucksignals. Denn dieses zeigt jeweils sehr eindeutig den Beginn und das Ende der Dosierung (ausgelöst durch die Überdeckung des Medienstroms) – entscheidend ist dabei, dass der Drucksensor im Mikrosekundenbereich reagiert. Im herkömmlichen Verfahren gibt es sonst immer kleine und undefinierte Verzögerungen zwischen dem Auslösen in der Steuerung und dem tatsächlichen Schuss-Start sowie dem Erkennen des Schuss-Endes. Dank der hochpräzisen Daten der Druckmessung kann die Schussdauer nun punktgenau ermittelt werden. In Kombination mit dem Massedurchfluss errechnet die Software daraus die korrekte Dosiermenge. „Erstmals können wir sicherstellen, dass gemessene und gewogene Menge wirklich übereinstimmen“, freut sich Lars Etschenberg, Head of Operational Excellence Engineering. Denn mit der Neuentwicklung können die Ingenieure die bisher übliche Messtoleranz von 1 bis 1,5 Prozent auf Werte zwischen 0,1 und 0,5 Prozent deutlich reduzieren.
Vielfältige Vorteile in der Produktion
Jeder einzelne Dosiervorgang lässt sich in Bezug auf Menge, Dauer und Gewicht hochauflösend darstellen und auswerten. Von dieser neuen Präzision profitiert der Anwender in vielfältiger Weise. So lassen sich Unregelmäßigkeiten in der Produktion oder mögliche Fehlteile direkt erkennen. Bei der Herstellung von Sicherheitsbauteilen ist es dank des neuen Moduls nun endlich möglich, eine Prozessregelkarte für das Qualitätsmanagement zu erstellen. Auch die Effizienz lässt sich steigern, denn aufgrund der genaueren Messwerte müssen weniger Rohstoffe eingesetzt werden, um das erforderliche Mindestvolumen zu erreichen. „Ich bin aber überzeugt, dass unsere Kunden noch viele weitere Anwendungen finden werden, bei denen sie von den präzisen Messdaten profitieren können“, ist sich Lars Etschenberg sicher.
Zudem lassen sich durch die Langzeitaufzeichnung der Prozessdaten auch Veränderungen in der Produktion oder im Material, etwa durch Verschleiß, ablesen. Wertvolle Erkenntnisse, die sich in den Bereichen Wartung und Instandhaltung auszahlen. Darüber hinaus entfällt die Kalibrierung bzw. Laufzeitkorrektur des Mischkopfes bei Produktionsstart.
Produktentwicklung kurz vor dem Abschluss
Die Hard- und Software-Komponenten der hochpräzisen Durchflussmessung stehen kurz vor der Marktreife. Das Patent ist bereits angemeldet, die Tests laufen, und außer dem Modul ist keine aufwendige Hardware nötig. „Wir holen aus der vorhandenen Sensorik viel mehr heraus – mit Intelligenz, durch Know-how und unsere Erfahrung. Unsere Kunden werden vermutlich bereits im dritten Quartal 2024 davon profitieren“, betont Tobias Santos Barros. Die Technik wird einfach in bestehende Anlagen integriert, indem sie die Daten an die SPS weiterleitet. Natürlich lässt sich die Schnittstellenlogik per BUS-Adapter problemlos an verschiedene Automatisierungssysteme, wie sie auch bei Hennecke im Einsatz sind, anpassen, sodass auch der US-Markt von der Technologie profitieren wird.